
El control del proceso de estampación metálica es fundamental para garantizar la calidad del producto final
Proceso
El estampado de metales es proceso de fabricación por el cual se somete un metal a una carga de compresión entre dos moldes. La carga puede ser una presión aplicada progresivamente o una percusión, para lo cual se utilizan prensas y martinetes. Los moldes, son estampas o matrices de acero, una de ellas deslizante a través de una guía (martillo o estampa superior) y la otra fija (yunque o estampa inferior).
La estampación en caliente se realiza con el material a mayor temperatura que la temperatura de recristalización. Esta técnica implica calentar el material hasta que se vuelve maleable para conformar la pieza requerida. Mediante la esta estampación en caliente se obtiene una precisión dimensional que cuando se trabaja en frío, pero con la ventaja de poder obtener mayores deformaciones.
El estampado en frío se realiza con el material a menor temperatura que la temperatura de recristalización. En este proceso, la deformación del grano de la estructura cristalina del material permite obtener anisotropía en la estructura microscópica. Así pues, las propiedades como la elasticidad o la ductilidad del metal experimentan alteraciones que permiten fabricar materiales más resistentes, así como soluciones de reducción del peso de la pieza final. Suele aplicarse a piezas de menor espesor que cuando se trabaja en caliente, usualmente chapas o láminas de espesor uniforme.
Problema
En el proceso de estampación intervienen varios factores que añaden dificultad a la transformación del material, como puede ser la calidad y
grosor del material, el estado del punzón y la matriz, los diámetros y la profundidad de la embutición, la distancia y la fuerza del pisador encima del material, la lubricación de la chapa,...
El control del proceso de estampación y la profundidad obtenida son fundamentales para asegurar la calidad del producto final y detectar problemas en alguno de los factores que intervienen en el proceso.
Solución
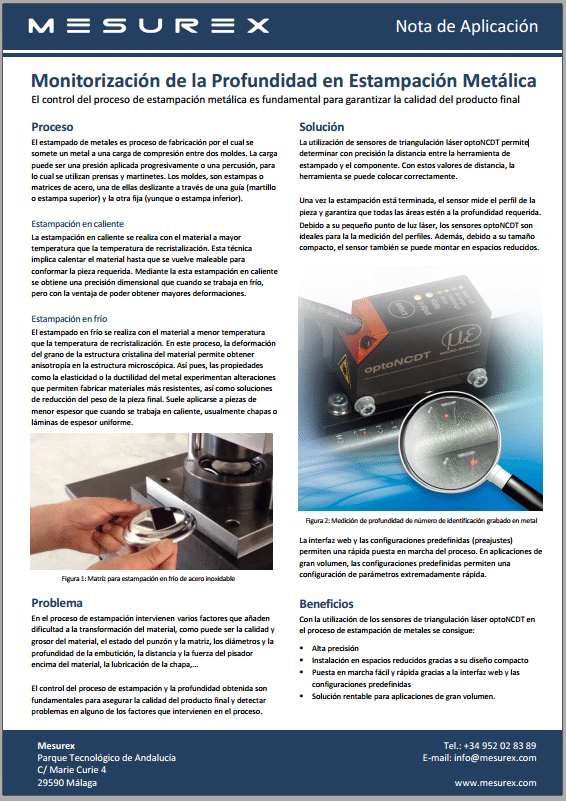
La utilización de sensores de triangulación láser optoNCDT permite determinar con precisión la distancia entre la herramienta de estampado y el componente. Con estos valores de distancia, la herramienta se puede colocar correctamente.
Una vez la estampación está terminada, el sensor mide el perfil de la pieza y garantiza que todas las áreas estén a la profundidad requerida.
Debido a su pequeño punto de luz láser, los sensores optoNCDT son ideales para la la medición del perfiles. Además, debido a su tamaño compacto, el sensor también se puede montar en espacios reducidos.
La interfaz web y las configuraciones predefinidas (preajustes) permiten una rápida puesta en marcha del proceso. En aplicaciones de gran volumen, las configuraciones predefinidas permiten una configuración de parámetros extremadamente rápida.
Beneficios
Con la utilización de los sensores de triangulación láser optoNCDT en el proceso de estampación de metales se consigue:
· Alta precisión
· Instalación en espacios reducidos gracias a su diseño compacto
· Puesta en marcha fácil y rápida gracias a la interfaz web y las configuraciones predefinidas
· Solución rentable para aplicaciones de gran volumen.
Cuéntenos su caso
y le asesoraremos sobre la solución más apropiada sin compromiso









